一般有较高精度要求的扇形齿轮加工是先在整圆状态下完成磨齿工序,再对齿坯按所需形状进行切割的工艺来制造。这种加工工艺仅适应于齿坯切开后变形较小,或者是变形程度不影响设计要求的情况。由于齿根和齿面表面残余应力对齿轮机械性能有很大的影响,当扇形齿轮形状较复杂且为薄壁类时,若在整圆下磨齿达到设计图样要求,然后切开成形为扇形齿轮,必然造成齿坯较大变形。当扇形齿轮精度要求高或壁厚不均匀时,切割过程中发生的变形量或变形规律更是无法掌控。
要保证扇形齿轮的制造精度,就必须考虑先对齿坯进行精确切割,使得各基准及各重要表面几何关系得以保证后,再进行磨齿,就可避免切割变形对扇形齿轮尺寸精度影响。此外,为防止磨削力作用所发生的较大变形,薄壁扇形齿轮磨削需要合理设计夹具,以满足精度的要求。
本文通过对一种薄壁扇形齿轮工艺分析及夹具设计,为薄壁扇形齿轮磨削加工夹具设计提供了一个具体案例。
1 薄壁扇形齿轮结构及磨齿工艺分析
薄壁扇形齿轮结构特点:图 1 所示为扇形齿轮结构示意图,其中图 1a 所示为扇形齿轮零件图,图1b 所示为其轴测图。扇形齿轮的平均壁厚约为 1.5mm,直径达Φ171mm,属于典型薄壁零件。该薄壁扇形齿轮零件加工纲领属小批次生产规模,其材料为15-5PH,齿面硬度为 40~47HRC,齿部精度为 6 级,齿面粗糙度为Ra0.8μm。薄壁扇形齿轮主要几何尺寸及精度要求如表 1 所示。
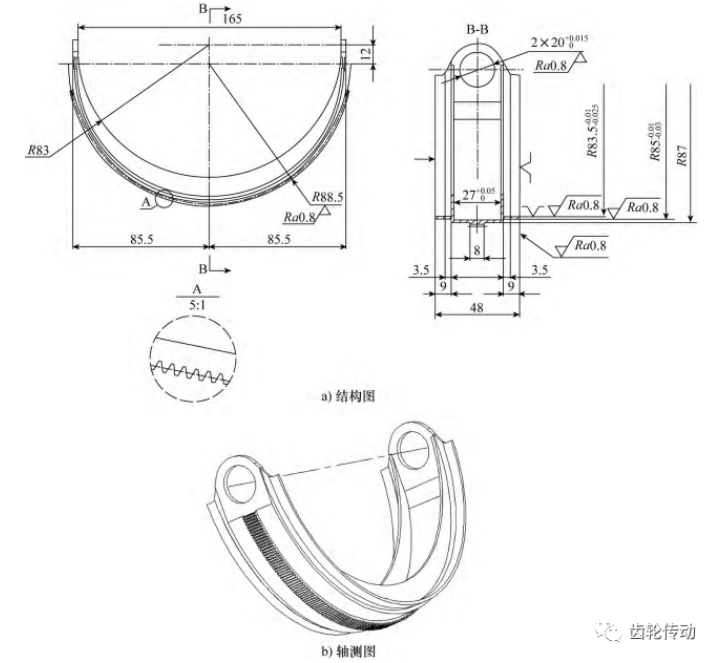
图 1 扇形齿轮结构示意图
表 1 薄壁扇形齿轮主要几何尺寸及精度要求
由图 1 和表 1 所示可以看出,该薄壁扇形齿轮精度要求高、形状复杂、壁薄、齿面为硬齿面,适合磨齿加工工艺。
磨齿工艺分析:1) 因扇形齿轮精度要求高、形状复杂、薄壁且壁厚不均匀,若采用先磨齿再切割成形的工艺,就会在切割时发生较大变形,严重影响磨齿后的齿轮精度。若先完成扇形齿坯切割成形工序,使扇形齿坯的各重要表面几何形状和尺寸保证后,再采用适当热处理工艺消除内部应力,最终进行磨齿工序,就可避免切割时发生较大的变形。
2) 扇形齿轮结构为薄壁开口的扇形形状,其扇形齿轮内孔为不完全圆柱面,无法直接利用心轴定位与夹紧,因此,设计夹具先要完成的任务就是确定合适的定位表面和夹紧面,以及设计简单的定位夹紧机构。
薄壁扇形齿轮磨齿定位基准选择:考虑到扇形齿轮使用情况和磨齿机工作情况,按基准统一原则和基准重合原则,借助夹具以较高加工精度的R83.5mm 内圆柱面和48mm 端面作为主定位基准,即一面(48mm一侧端面)一孔(R83.5mm 内圆柱面)定位。
齿轮精度保证方法: 由表 1 所示可知,扇形齿轮的齿形精度和齿向精度要求较高。磨削力所致力变形及磨削时工件热变形是影响齿形误差的最重要因素之一,采用心轴定位能有效减小工件夹紧或磨削时发生的变形量,进而保证较高的齿形精度。齿向误差主要因机床和刀架的垂直进给方向与扇形齿轮轴线有偏移所致,因此,应选择具有较高加工精度的磨齿机床,以此来保证齿向误差要求。
2 磨齿夹具设计
加工机床选择:瑞士莱斯豪尔(Reischauer) RZ362A 蜗杆砂轮磨齿机采用整体式金刚石滚轮,在一次装夹中修整砂轮的齿廓、齿根和齿顶型面,较为适合精度较高的硬齿面齿轮高效磨削加工,应能满足齿向精度制造要求。通过上述分析及定位基准的选择,结合RZ362A 数控磨齿机装夹工件特点,选择RZ362A 磨齿机作为齿廓加工机床。
装夹方案:利用薄壁扇形齿轮的内孔定位可以有效保证待加工齿轮径向跳动精度要求,同时由于R83.5mm 内圆柱面面积较大,能最大限度减小扇形齿轮因夹紧所发生的变形量,因而采用心轴双顶尖方式定位,而扇形齿轮采用一面一孔典型定位方式。薄壁扇形齿轮夹具设计方案示意图如图 2 所示,采用心轴 4 上的外圆柱面及其上端面对扇形齿轮 5 实现定位,定位完成后拧紧螺母 1,压板 2 将扇形齿轮 5 夹紧在定位托盘 3 上。
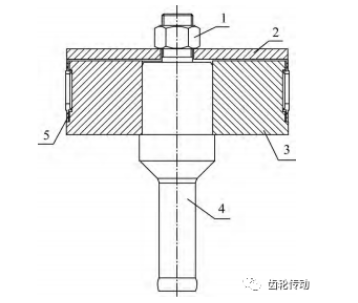
图 2 薄壁扇形齿轮夹具设计方案示意图
1. 螺母 2. 压板 3. 定位托盘 4. 心轴 5. 扇形齿轮
夹具设计 :定位托盘结构图如图 3 所示。根据以上分析,薄壁扇形齿轮以R83.5mm内圆柱面和(48 ± 0.01) mm一侧端面定位,因此定位托盘 3 的结构应包含外圆柱面和台阶面,如图 3 所示 ![]() 和尺寸 47mm 左端面。扇形齿轮两端耳孔
和尺寸 47mm 左端面。扇形齿轮两端耳孔![]() 有较高制造精度( 见图1) ,应合理利用,在设计定位托盘 3 时, 圆柱面
有较高制造精度( 见图1) ,应合理利用,在设计定位托盘 3 时, 圆柱面 ![]() 径向设置两个长孔(见图3) ,用来穿入拉杆7,通过拉杆7 和耳孔
径向设置两个长孔(见图3) ,用来穿入拉杆7,通过拉杆7 和耳孔 ![]() 拉紧扇形齿轮两端,使得扇形齿轮内孔紧贴定位托盘的定位圆柱面
拉紧扇形齿轮两端,使得扇形齿轮内孔紧贴定位托盘的定位圆柱面 ![]() 上,进而避免扇形齿轮加工中发生较大径向变形。
上,进而避免扇形齿轮加工中发生较大径向变形。
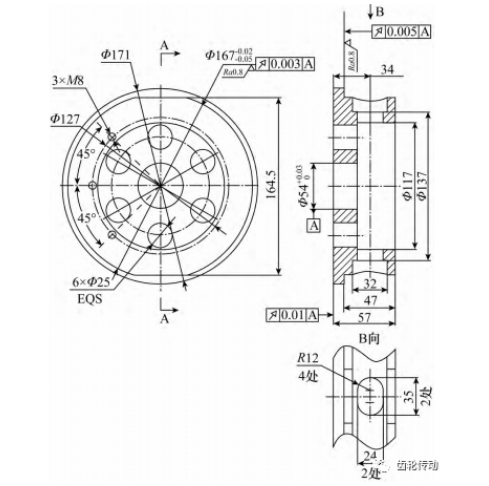
图 3 定位托盘结构图
整套夹具以心轴两端中心孔安装在磨齿机的双顶尖上,夹具心轴如图 4 所示。心轴 ![]() 外圆和 34mm 尺寸左端面安装定位托盘。夹具制造时先将定位托盘 3 与心轴 4 两者焊成一体,再研磨心轴两端中心孔、定位托盘的定位外圆
外圆和 34mm 尺寸左端面安装定位托盘。夹具制造时先将定位托盘 3 与心轴 4 两者焊成一体,再研磨心轴两端中心孔、定位托盘的定位外圆![]() 及端面,保证了磨齿夹具的定位精度要求。薄壁扇形齿轮磨齿夹具结构示意图如图 5 所示。
及端面,保证了磨齿夹具的定位精度要求。薄壁扇形齿轮磨齿夹具结构示意图如图 5 所示。
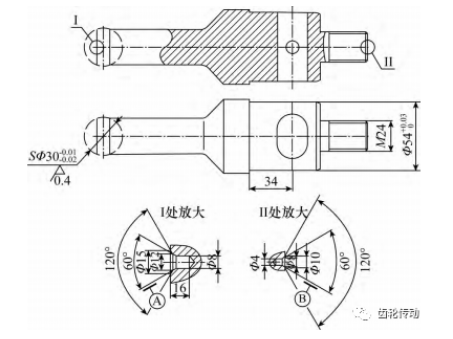 图 4 夹具心轴
图 4 夹具心轴 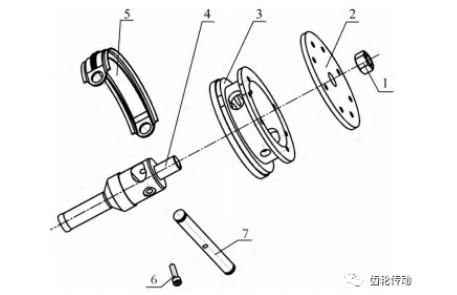
图 5 磨齿夹具结构示意图
1. 螺母 2. 压板 3. 定位托盘 4. 心轴 5. 扇形齿轮 6. 销钉 7. 拉杆
3 结语
本文设计的磨齿夹具经实际使用,制造出的扇形齿轮能满足精度要求,因此,设计合理的磨齿夹具可以有效解决结构复杂且制造精度要求较高的薄壁扇形齿轮制造问题。