
不同于通用夹具,液压夹具有其自身的特点,而齿轮磨削加工是最能体现液压夹具特点的行业,我们比较常见到的磨齿夹具形式:
·装夹时无需找正,适用自动化上下料;
·精度高,液压夹具跳动可达0.002mm;
·二次装夹精度较高;
·夹持稳定,夹持力大;
·高可靠性,长期精度保持;
·低磨损、耐脏的夹持系统;
·夹具专用性较高;
·对工件夹持部位公差要求较高。

三爪卡盘和液压夹具有各自特点,需要综合客户的需求进行夹具的选型。Königdorn®柯尼格通过分析客户需求,将车床三爪卡盘与液压夹具相结合,既满足客户车床卡盘接口的需求,又能满足三爪卡盘无法实现的高精度加工要求,真正做到了提高车床自身的“硬实力”!
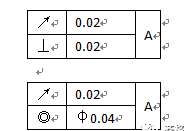
本案例仅展示关键形位公差:
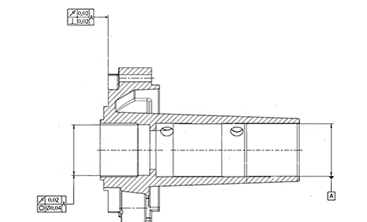
由于此工件需要二次装夹,三爪卡盘横置加工和立车垂直加工都无法满足此形位公差,合格率基本为零,成品批量报废。为了提高产品合格率,客户选择了Königdorn®柯尼格液压夹具方案。Königdorn®柯尼格在车床夹具的设计与制造中具有领先的技术水平,为客户高品质的产品提供保证。
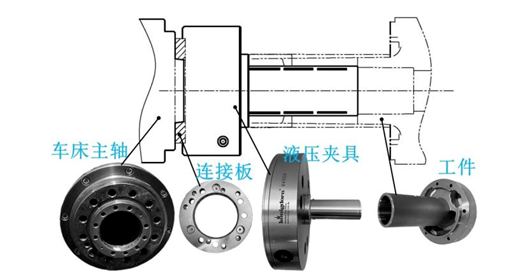
柯尼格车床夹具示意图:
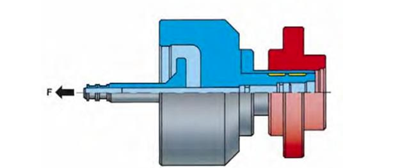

液压夹具动力可以由车床拉杆、液压系统提供,由编程实现自动夹紧或放松;也可以采用手动螺栓夹紧,夹具内自带微型液压系统,无需机床提供动力。客户车床主轴型式为A2-8,卡盘为10寸三爪卡盘,更换Königdorn®柯尼格夹具时只需将10寸卡盘拆掉,配合原有的锥度连接板,如下图连接即可:
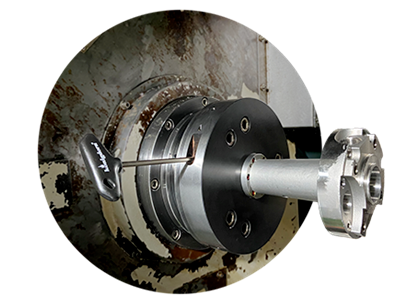
液压夹具安装简单,采用对角交叉依次拧紧连接螺栓,无需反复打表调整,拧紧连接螺栓即可实现夹具的找正。打表以下两处基准点验证跳动在0.003mm以内。

使用Königdorn®柯尼格随机附赠的扳手,顺时针拧紧实现工件的夹持,加工结束后反方向旋转完成工件的放松。
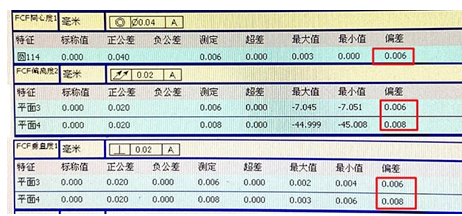
精度检测
加工后的工件在三坐标测量后,客户原无法保证的公差,现在均在几μm(微米)左右,比图纸要求的公差0.02~0.04mm精度提高数倍!
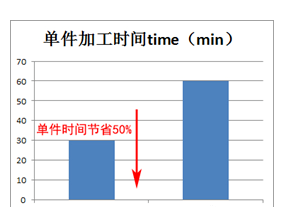
在单件产品加工过程中,由于Königdorn®柯尼格夹具无需工件的再次找正,极大的提高了加工效率,节省了加工时间,由以前的1小时一件,提高到半小时一件,加工效率提升了50%!
Königdorn®柯尼格以超高的精度得到了客户的充分肯定,不仅限于此,我们可以根据客户的特殊要求,构思设计和制造所需的夹具产品。我们也非常乐意根据您的特殊加工要求,为您设计制造您所需的高品质个性化夹具。