格里森4.jpg
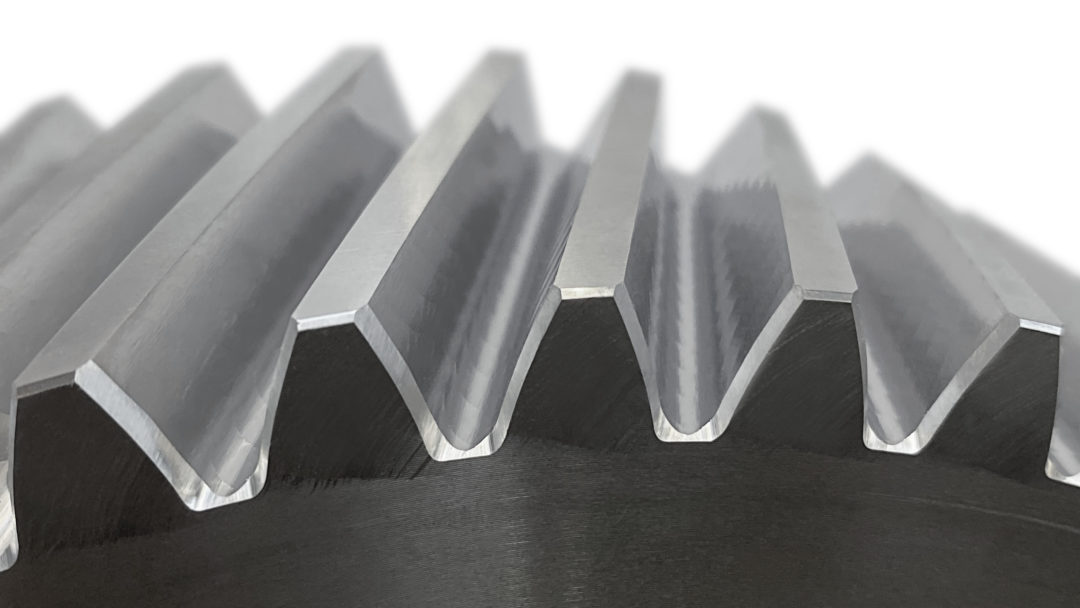
倒角滚齿在这种卡车大小的齿轮上实现了精确的倒角。
戈特弗里德·克莱恩
不久前,圆柱齿轮倒角和去毛刺几乎是事后才想到的。现在,该工艺的重要性与滚齿、成型和磨削一样重要。似乎每个齿轮制造商,尤其是那些为电动驱动应用开发传动齿轮的制造商,都认识到,如果没有完美的齿面,就会导致传动过早失效、效率低于最佳水平和噪音无法接受。因此,根据客户的精确规格生成倒角对于最大限度地减少热处理后锋利、脆边的可能性至关重要;避免齿轮箱中的边缘负载情况;并在硬精加工操作之前消除齿面中的过量毛刺和硬化毛刺(会大大缩短刀具寿命的条件)。
280HCD — 单机解决方案
对于模数高达 5 mm、工件外径 280 mm 和轴长 380 mm 的直齿轮和斜齿轮的生产商,现在存在两种倒角工艺:倒角滚齿,用于大批量汽车和轻型卡车应用,包括最终传动齿圈和轴;和飞刀倒角,为小批量、小批量作业应用提供灵活性。倒角滚齿首先通过 Genesis 160HCD 立式滚齿和倒角机在格里森机床上推出,然后随着 Genesis 280HCD 的推出,范围扩大到甚至包括卡车尺寸的齿轮。飞刀倒角,长期以来一直用于锥齿轮切削机床,第一次适用于格里森的 Genesis 400HCD 滚齿机上的圆柱齿轮的可行倒角工艺,设计用于最大外径 450 mm 和模数 8 mm 的工件。然而,对于许多齿轮制造商来说,这不是一个非此即彼的命题。大多数人都可以从一个可以互换执行这两个过程的平台中受益,从而为许多新机会打开大门,无论是提高生产力,还是通过需要极大灵活性的小批量生产。

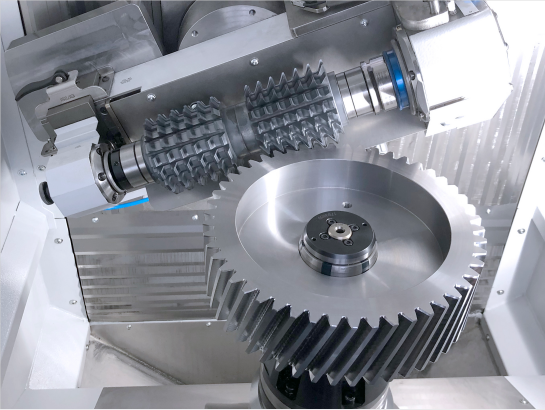
280HCD 带倒角站的滚齿和倒角机,用于倒角滚齿和飞刀倒角。
280HCD 将滚齿与倒角/去毛刺站相结合,可在滚齿操作的同时执行倒角滚齿或飞刀倒角。280HCD 配备龙门装载机,将滚齿与倒角切割站和外部自动化/存储连接起来。最重要的是,用户可以受益于在同一台机器上进行倒角加工,并且只需简单的换刀即可。
每件刀具成本低
格里森倒角滚刀具有与传统齿轮滚刀非常相似的特性。倒角滚刀用于每个齿面,其齿廓专为所需的特定倒角形状而设计。这种设计提供了极大的灵活性:可以使用逗号或平行倒角形式,以及仅沿齿缘或包括根部区域的倒角。通过切入间隙,避免了齿轮端面的毛刺;侧面不会产生可测量的毛刺,并且消除了去除毛刺的下游工序。最后,格里森倒角滚齿工艺提供刀具移动,从而延长刀具寿命,从而降低每件刀具成本。
模数 5 mm 卡车尺寸齿轮的倒角滚齿。
即时的灵活性
必须为每个工件使用专用倒角工具既费时又成本高昂。机载飞刀倒角可以帮助解决这个问题。倒角尺寸和角度可轻松输入机器直观的 GEMS 操作界面。该工艺通过使飞刀与工件旋转同步来沿齿轮边缘轮廓生成倒角,以便飞刀(通常是带有两到四个标准可转位硬质合金刀片的星形主体)铣削具有所需特性的倒角。由于齿的每个边缘都是单独完成的,并且倒角尺寸和角度取决于机器运动而不是工具设计,因此该过程非常普遍。只需相对较少的不同标准(即廉价且全球可用)刀片组和基刀体,
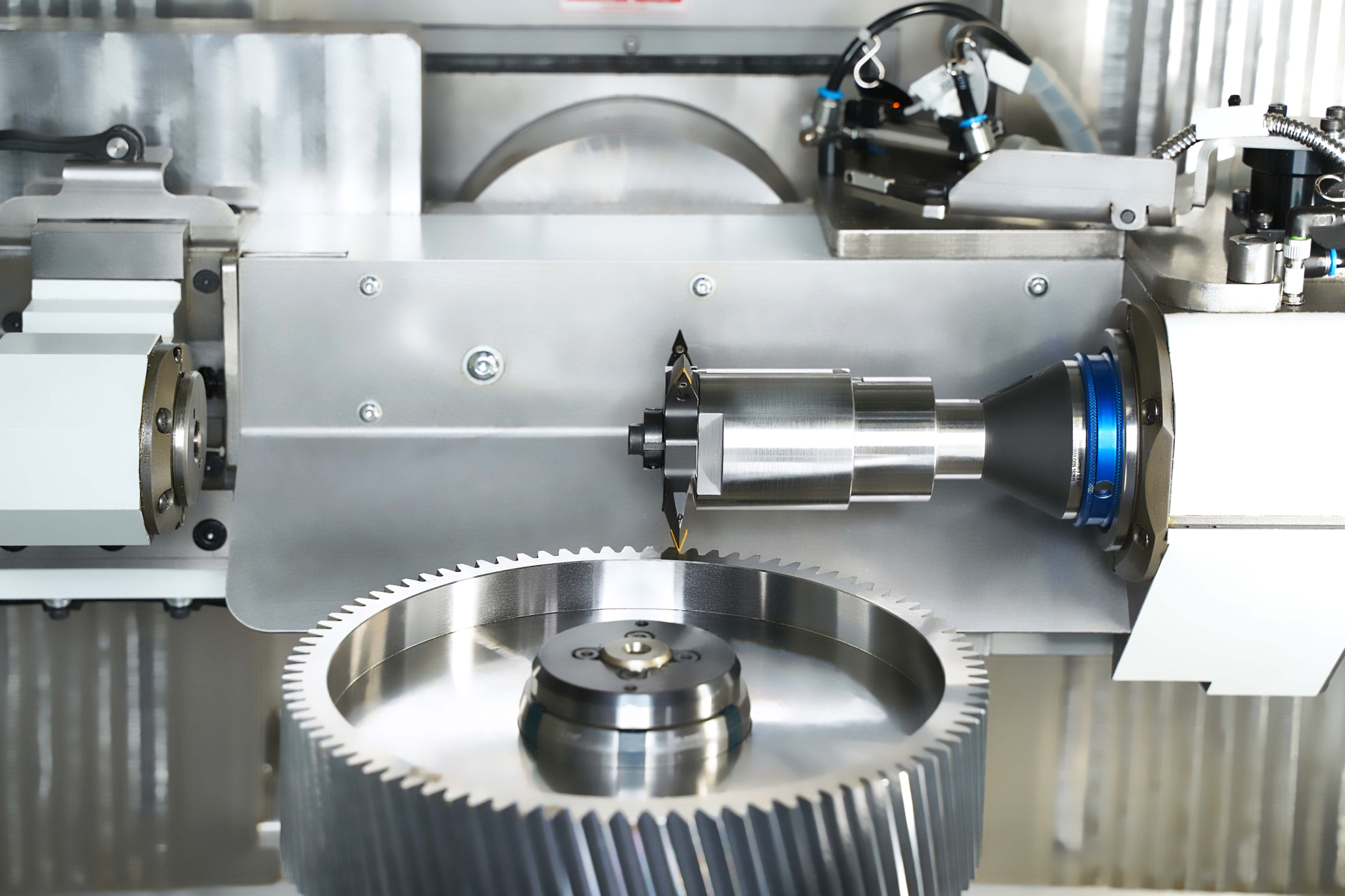
飞刀倒角,用于灵活的倒角切割。
介绍 280CD:独立倒角
新的 280CD 齿轮倒角机,本质上是 280HCD 的倒角站,可以作为独立机器运行,为一台或多台滚齿机提供服务,或通过格里森自动化系统的机器人解决方案与现有机器完全集成。可以容纳由 280CHD 滚齿机生产的尺寸范围内的直齿轮和斜齿轮,如前所述。(编者注:格里森将在即将到来的 IMTS 和 AMB 展会上展示 280CD。)
280HCD — 整机
齿轮驱动的滚刀头可提供高达 2,000 rpm 的速度,并结合多种滚刀夹紧方案,确保每个应用都能从现在和未来的最佳切削刀具解决方案中受益。例如,对于干切削,最新的 G50、G90 或硬质合金滚刀材料是理想的选择。多种排屑选项可确保干燥、热切屑不会干扰高效切削过程。还提供带有磁性排屑器的湿切割选项。
280HCD 的 CNC 尾座将支持夹持盘式工件以及长达 380 毫米的轴类零件,使用快速、适应性强的 Quick-Flex Plus 工件夹持系统,将滚齿和倒角工作区的工件夹持转换减少到低于每分钟。
与所有最新一代的格里森机床一样,280HCD 由格里森完整的制造系统提供支持,包括滚刀、铣刀和倒角滚刀、模块化工件夹具和智能夹持器,以及工艺工程和持续培训,以帮助确保系统是以最高效率运行并产生最佳质量。
格里森最新的 GEMS 滚齿操作界面还可以实现更短的循环时间和更高效、无错误的操作,这使得设置和转换变得直观且易于学习。GEMS 界面与 Siemens 的 840Dsl 控制相结合,提供了多种新的工艺选项,并通过机器的工作流程直观地指导操作员。