二十世纪末伊斯卡公司创新的MULTI-MASTER变形金刚系列产品深刻地影响了世界的刀具发展。该产品系列的设计基于三个方向:整体硬质合金刀头和刀杆形成面接触;设计使得刀头和刀杆以短锥面螺纹连接来实现两者自对中心;使用特制螺纹实现连接的可靠性。伊斯卡在整体硬质合金上设计并制造出螺纹,使更换刀头更为简单快捷,完全体现了伊斯卡“无需对刀”的一贯设计理念,由此快速发展出成系列的模块化装配系统及各种硬质合金刀头,现在已经成为刀具行业又一新标准。
MULTI-MASTER变形金刚刀头有两种不同方式形成切削形状。一种类似于常见整体硬质合金多刃铣刀由圆柱形毛坯磨制而成,伊斯卡可以通过增加切削刃数量获得更高的生产效率。另一种是压制并烧结形成基本形状,再由后续的磨制工序获得刃口形状和精度,这种刀头只有两刃但具有强度高的特性,因此和前一种刀头相比能获得更高的每齿进给。同时压制技术也可以制造各种各样几何外观的整体硬质合金刀头。
变形金刚系列应用于孔加工
起初,MULTI-MASTER变形金刚系列产品主要被应用于模具行业的铣削加工。之后,汽车行业,航空航天,通用机械加工等领域不仅将适合的变形金刚产品用于其加工工艺中,而且产品系列从铣削开始向孔系加工应用延伸发展,覆盖了通孔、盲孔、沉孔加工以及倒角等众多广泛的应用。回顾过去二十年,MULTI-MASTER这种追求高效生产率的产品从铣削加工发展到孔系加工也是必然的趋势。
MULTI-MASTER变形金刚刀头可以装夹到整体刀杆上,也可以装到转接头,或各种延长杆、缩径杆上,这些刀杆都是圆柱体或圆锥体状,没有排屑槽可以容屑排屑。因此变形金刚钻削刀头仅适合于浅孔加工,这或许对孔加工应用有所限制。然而在一些工件和夹具对切削形成干涉,还需要刀具以大悬伸钻削加工浅孔的场合,变形金刚孔加工刀具的刚性和可达性要好于传统的常规钻头。
MM HCD系列两刃倒角钻是首先要介绍的MULTI-MASTER变形金刚孔加工产品,这种极致多用途的刀头有60°, 80°, 90°, 100° 和 120°不同夹角可选。不仅能确保适用于如点钻,中心钻,倒角,沉孔钻等各种广泛的应用,还可用于ISO/DIN/ANSI标准的沉头螺钉,螺栓,铆钉的锥度孔。可以使用MM EDF这种三刃刀头提高加工孔的倒角加工效率。在对通孔上下两边进行倒角或去毛刺加工时,也可使用MM EDF这种可进行正反倒角的刀头。
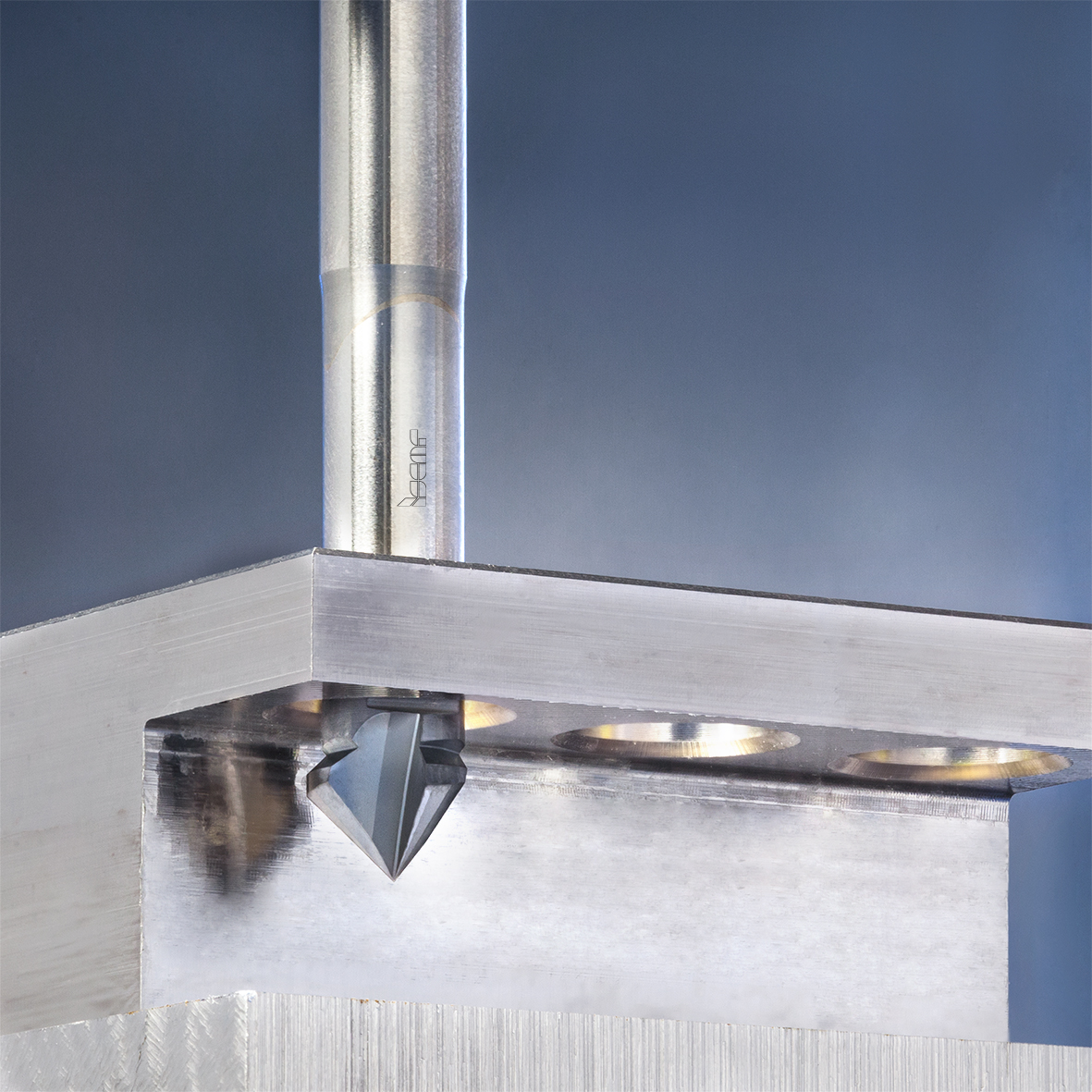
图1.多功能的高效正反倒角刀MM EDF
中心孔加工是十分常见的孔加工工艺,过去很多年里都使用的是高速钢制造的双头中心钻来承担这一任务。伊斯卡MULTI-MASTER变形金刚硬质合金中心钻MM ECS由于其更长的刀具寿命和更高的生产效率毫无疑问地受到了市场的欢迎,即使在各种严苛的切削条件下这种中心钻也能高效的工作。
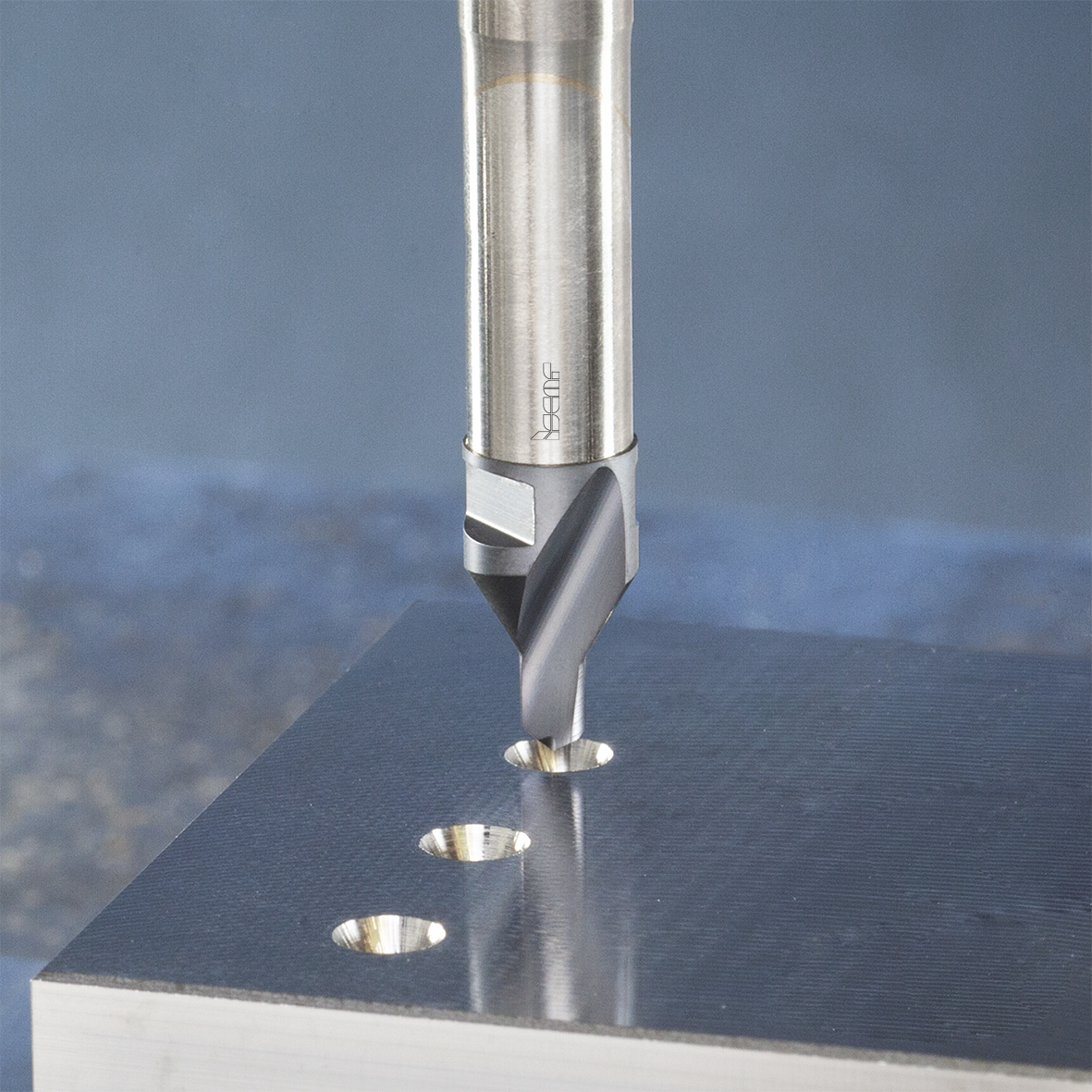
图2.高效长寿命的中心钻MM ECS
NC点钻也是十分常见的刀具。这种钻头主要用于数控机床加工中预钻点窝,在没有钻套定位的情况下获得准确的钻孔位置,具有钻深很浅的特征。对于这种浅切深加工,MULTI-MASTER变形金刚NC点钻MM ECD具有巨大的优势。薄而锋利的钻尖能够避免“钻尖移位”的问题,保证定位精度,另外90°钻尖角的设计也能用于孔口45°倒角加工。

图3.点钻倒角一体的变形金刚NC点钻MM ECD
平底钻也常见于许多应用中,如弹簧座沉孔,沉头螺栓孔,垫圈孔等。最简单的方法就是使用平底钻加工这种沉孔。MULTI-MASTER变形金刚可提供两刃平底钻MM ECDF,钻深不超过1.2倍径,特别适用于斜面打孔,可以用于大部分常见材料的加工。
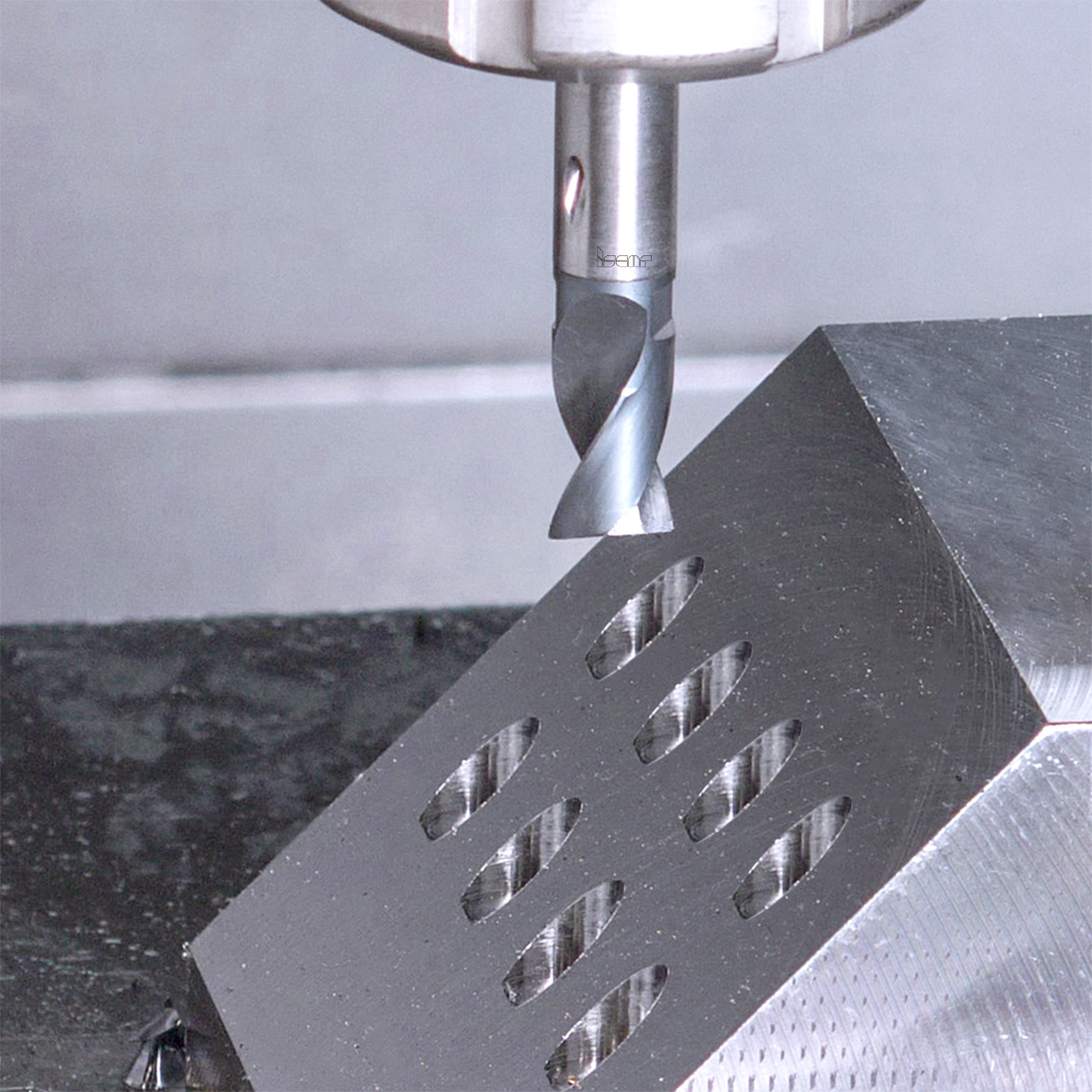
图4.可用于斜面钻孔的变形金刚平底钻MM ECDF
结语
最近10年以来,具有高效生产力的MULTI-MASTER变形金刚系列已经快速扩展出适用于不同领域的产品,如上所述孔加工系列。伊斯卡这一理念在过去已经提供出多达4万种的铣削产品,如今更多的孔加产品也在伊斯卡“无需对刀”这一理念下加入到客户可选产品中,秉承此理念使得换刀更快,停机时间更短,从而能持续不断地为客户创造更多的价值。