使用PITTLER SkiveLine刮齿机床——实现商用车零件的低变形和高效率生产

行星齿轮箱的历史可以追溯到18世纪初,当时苏格兰工程师威廉·默多克(William Murdoch)发明了这种齿轮结构,以提高蒸汽发动机的动力传动比,用来降低锡矿的地下水水位。在现代驱动技术中,行星齿轮在今天仍起着至关重要的作用。无论是在自行车、汽车、还是在商用车上,或者是在机械工程领域的电动机等应用中,都有广泛的应用。其紧凑的结构和在车辆中的各种驱动器和发电机之间建立强制锁定连接的能力,使其成为在混合动力车辆和全电动车辆中传递扭矩的理想装置。近年来内齿环和外齿环的质量标准要求越来越高,制造商生产能力面临着非常大的挑战。PITTLER T&S(PITTLER机床公司)以PITTLER SkiveLine刮齿机床为基础,为齿环零件的热前加工提供了引领潮流的、端到端的全序加工解决方案,为汽车零部件领域一级供应商的大批量内齿环生产订单提供了有力支持。
齿环和行星齿轮组一般都要求具有紧凑、轻盈、强劲和精密等几个特征。鉴于上述要求,最敏感的零件必须以最高精度和最佳成本效益制造。这两个属性都归因于零件的薄壁结构,以及在内径和外径上生产凹槽、油孔或润滑腔的一系列工艺,需要实现这些特别苛刻的加工要求。一家全球领先的商用车制造商联系了DVS集团成员PITTLER T&S,旨在使现有生产线更加高效和经济。需要特别强调的是,必须实现此前数量较多的六个工序的大力精简。

6个工序减少到2个
经过几次成功的试验,这家位于黑森州迪岑巴赫市的具有丰富经验的车削和齿轮加工机床制造商,在其生产现场以最优化的复合工艺得到了客户的认可和赞许。PITTLER基于其SkiveLine刮齿机床,开发了端到端的生产工艺,涵盖了热处理之前从车削到齿轮加工的所有工艺,包括PITTLER SKIVING刮齿技术。
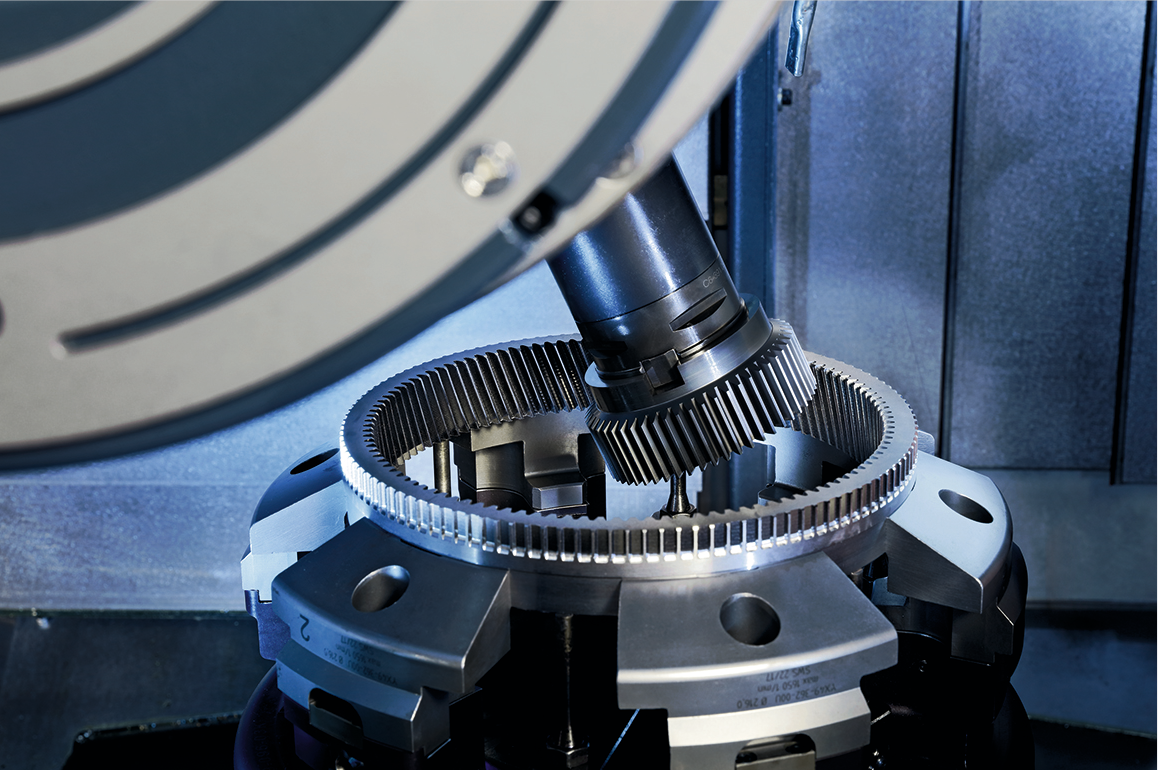
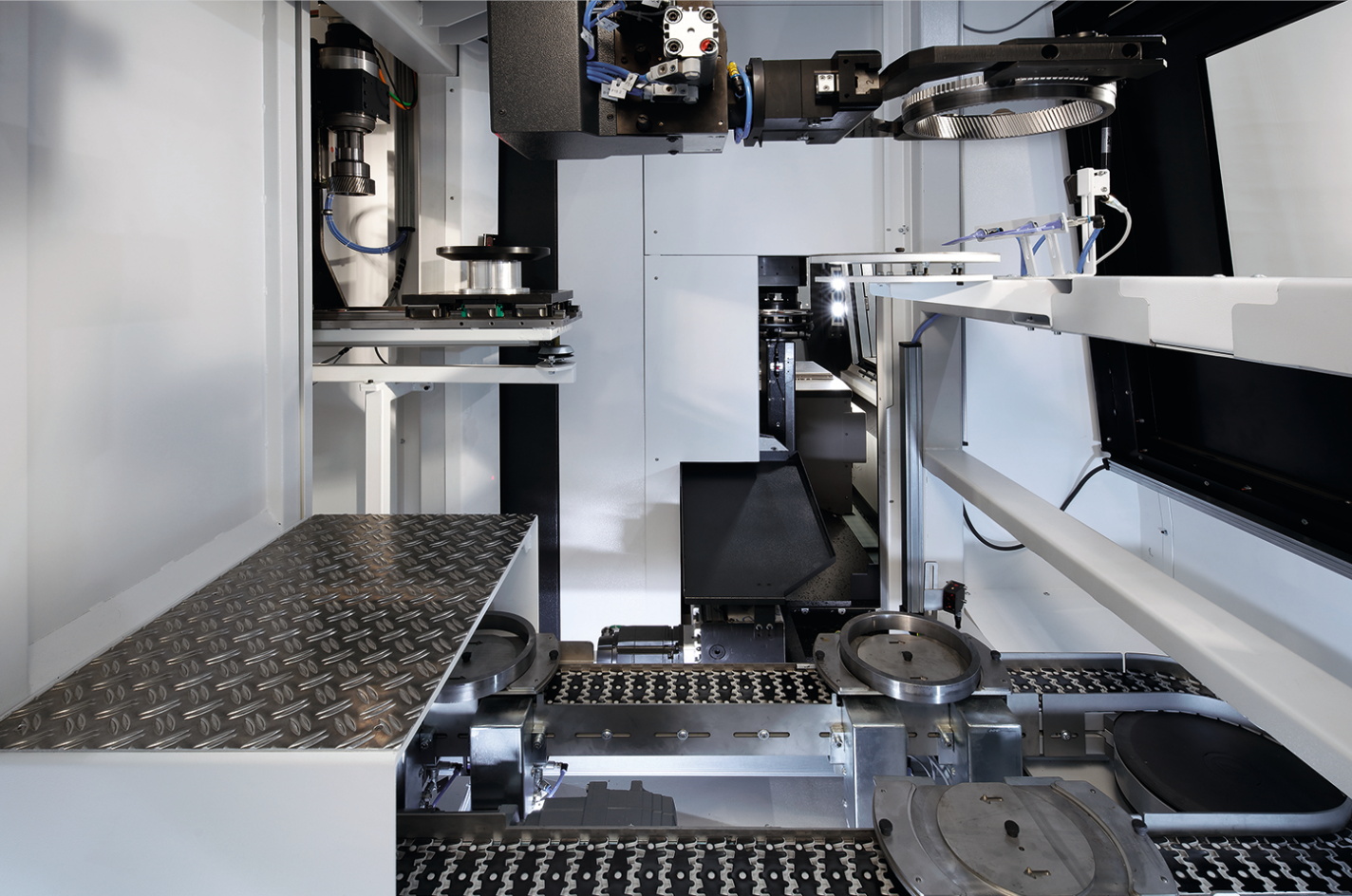
OP10包括了工件外径上的车削,齿轮加工和钻孔工艺。OP20则集成了PITTLER SKIVING刮齿技术用于内齿加工,以及所有内腔台阶和沟槽的车削。因此,在后续氮化处理以后,工件可以直接用于装配。如果拥有两台SkiveLine刮齿机床,并配有自动上下料装置,就可以实现整个零件的全序加工。与单台机床加工工艺相比,可以将多个单机工艺步骤整合到两序中,优化了循环结构,提高了总的生产效率。该工艺的另一个优点是:尽管实际切削时间差别不大,但辅助时间大大缩短。

夹紧系统解决方案
夹具的合理设计对于高精度加工至关重要。这个问题在DVS集团的夹具业务部门DVS SPANNTECHNIK和PITTLER的共同努力下得到了解决。“第一次试加工的结果已经表明,工件壁厚具有非常重要的意义,因为工件加工以后壁厚将变得非常薄,” PITTLER的刮齿技术产品经理Omar Sharif先生说。“传统的夹紧方式会在加工过程中使工件产生过度的夹持变形。这种情况下产生的径向跳动几乎没有可能达到规定的最终精度要求,“他总结道。
相反,在第一序(OP10中),在一个固定主轴上夹紧工件。主轴先从工件内部完成工件径向定心,然后通过三个轴向拉爪以轴向10,000 N的力将工件固定。这种特殊的夹持方案有助于将夹紧时的径向变形减小到仅2μm。第二序操作也同样产生了类似的成功结果,在自动化单元以正确的方向将工件送入加工区后,由DVS SPANNTECHNIK设计的六爪薄膜卡盘将在其外径位置夹紧工件。

夹紧力通过每个夹爪上的两个点作用在工件上,将夹紧变形减小到4μm。除此之外,考虑到加工过程中材料释放的应力以及刀具和加工误差,总的来说,由于采用了创新的夹紧系统,内齿的径向跳动误差可降至仅40μm。
威廉姆默多克(William Murdoch)当时可能也只是梦想着能有这样一个精确而有效的解决方案来生产行星齿轮组部件。而现在,这家商用汽车制造商从新的生产线上获益良多:设备台份少了,操作步骤少了,操作人员少了,加工内齿环的效率和精度却大幅提升了。